网站公告
本站微信技术交流群已开启,欢迎各位朋友加入,一起交流探讨,扫描网站下方微信二维码,添加博主微信,发送消息“进群”,即可由博主直接拉入技术交流群。
FANUC 一行PMC程序直接读取参数3210密码
机床厂家为了保护O9000-O9999系统程序,会在参数3210中设置保护密码,只有在参数3211中输入了正确密码后,才可以修改参数3202#4(NE9)为0,进而解除保护,修改O9000-O9999号程序。
本文就来介绍如何通过修改设备的PMC程序,实现读取参数3210密码的方法。
其实方法特别简单,就是使用PMC的51号功能指令——窗口指令,直接读取参数3210的数值即可,在编辑PMC程序时,也只需要增加一行程序段即可实现上述功能,梯形图的编写可参考下图;
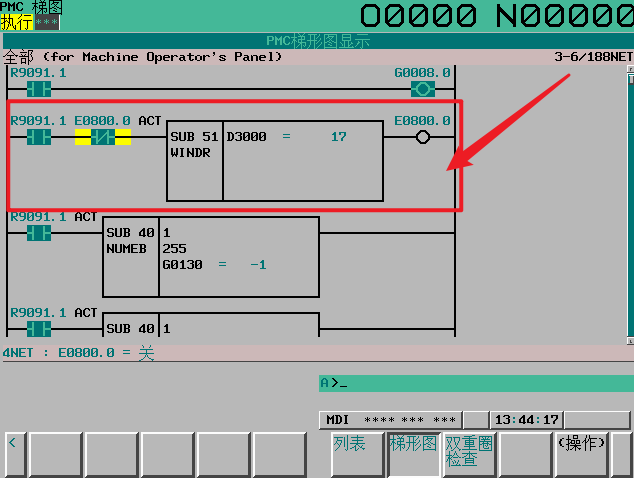
图中的数据D3000与E800.0地址只是举例使用,若与设备中原有地址冲突,可对应修改为其他地址即可。
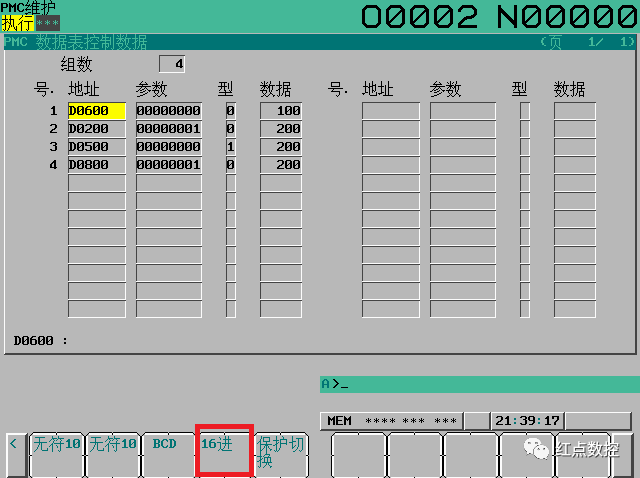
按上图程序段格式,修改完PMC程序后,还需要进行D地址的相关设定,在D数据表控制画面中设定D3000相关的参数,设定数据类型为“字”,如下图;
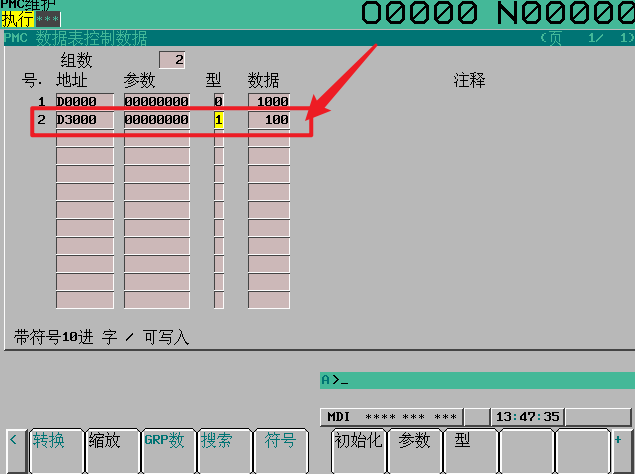
再设定D数据,设定D3000=17,D3006=3210;设定完成后,D3010地址中就会自动显示数值,这个数值就是参数P3210中设定的密码,如下图中显示的为“888”;

我们将这个数据直接输入到参数3211中,就可以解除密码保护了。
补充
- 使用PMC程序破解3210密码,需要一定的PMC基础知识,有一定的上手难度;
- 本文中举例的破解程序段,D3000地址、E800.0地址不能与原PMC地址冲突,尽量使用未占用的地址;
- D地址列表中,设定的D3000=17,D3006=3210,若D地址有更改(如设定D500),则直接设定D地址=17(D500=17),D地址+6 =3210(D506=3210)。
声明:本站所有文章,如无特殊说明或标注,均为本站原创发布。任何个人或组织,在未征得本站同意时,禁止复制、盗用、采集、发布本站内容到任何网站、书籍等各类媒体平台。如若本站内容侵犯了原著者的合法权益,可联系我们进行处理。