FANUC 强大的PMC信号追踪功能
PMC信号追踪功能
设备发生PMC报警基本分为两种:一种为固定出现的报警,另一种为偶发出现的报警。对于固定出现的报警,排查周期较短相对容易处理一些,而对于偶发出现的PMC报警,排查周期较长且不容易处理。
那么对于偶发的PMC报警,应该怎么处理呢?以设备偶发出现刀塔超时报警分析;
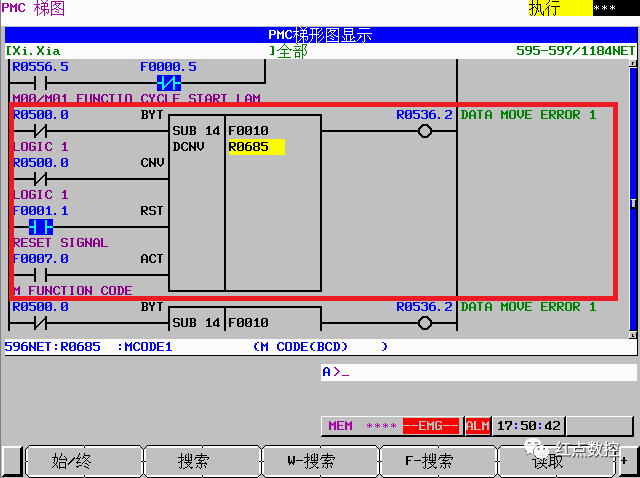
首先应结合PMC梯形图分析报警的大概原因,判断是刀塔夹紧放松超时还是刀塔旋转超时等可能的原因;
再结合分析出的原因,制定排查方案。怀疑由夹紧放松信号导致,就监控夹紧放松信号,怀疑旋转超时,就监控当前刀位信号及数刀信号或编码器等信号;
运行测试,当再次出现报警时,结合监控信号状态分析具体原因后对应处理。
那么如何监控这些信号呢?
有两种方法,一种是在不影响原梯形图的基础上,理解原有梯形图的控制逻辑后对该设备增加更加详细的报警,当设备再出现报警时,触发更加详细的报警信息,进而确认故障点,此方法有较大难度;
还有一种方法就是使用PMC强大的信号追踪功能,对需要监控的信号进行追踪。
那么如何使用PMC信号追踪功能呢?
在“PMC维护”画面下,点击“追踪设定”即可进入追踪设定画面;追踪画面下默认采样方式为“周期”;
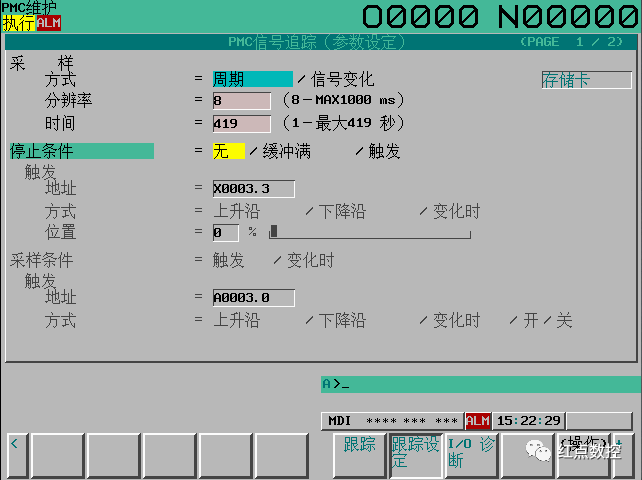
点击系统下翻页后,在采样地址画面中设定需要进行采样的PMC地址;

进入“跟踪”画面后,点击“开始”系统开始对设定PMC地址进行采样追踪;
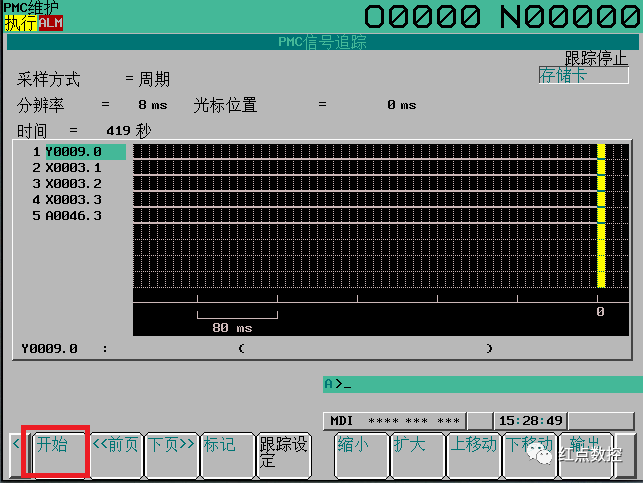
当需要停止采样时,点击“停止”,系统停止采样,可点击菜单中“缩小、放大”等按键查看采样图形;
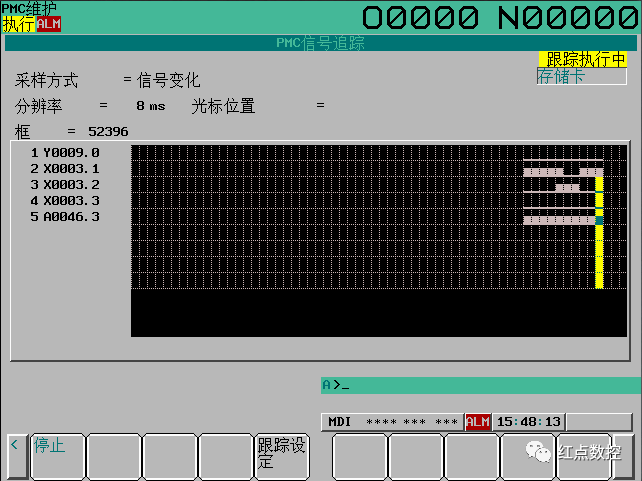
若要针对偶发报警进行监控,就无法使用“周期”采样方式,需要选择“信号变化”采样方式,选择此方式后,可在追踪设定画面中设定采样触发与停止的条件;本文以刀塔报警为例;选择采样触发条件为刀塔报警信号“A46.3”,选择采样方式为“上升沿”即当地址“A46.3”由0变为1时,对设定的信号进行采样,只采样一个周期信号,
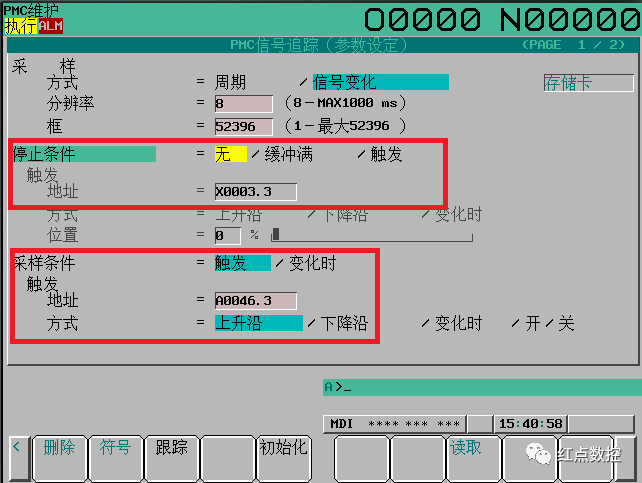
当系统每次触发刀塔报警时,追踪画面就会采样一次当前地址的信号状态,我们可以根据采样的数据分析报警时设备的信号状态,进而判断故障原因。
虽然PMC信号追踪作为一种强大的辅助功能为我们判断故障原因提供有力帮助,但最重要的是故障原因的准确判断以及追踪正确的地址,若故障原因分析不正确,追踪的地址不正确,那么PMC信号追踪也不能发挥其强大的作用。
所以我们在处理设备故障时,不仅要掌握一些技巧,更重要的是培养自己的分析能力,发现问题才能更好的解决问题!