FANUC 如何实现不同轴向的软限位行程切换功能
不同轴向存储行程切换信号
在笔者昨日“FANUC 为何手动无法移动到换刀位置自动换刀却可以”一文中,简单介绍了使用系统存储行程切换信号G7.6实现系统软限位行程切换的功能,在使用该功能时,系统中所有的伺服轴软限位行程都会全部切换,所以每个轴的软限位行程除了在参数1320、1321中设定以外,仍需要在参数1326、1327中设定。但在有的设备中,仅需对一个轴固定方向进行软限位行程的切换,其余轴无需进行切换,如常用加工中心刀盘式换刀结构,仅需对Z轴正方向进行限位切换,其他轴及Z轴负方向行程均无需进行切换,此时有没有仅针对某一轴向单独进行行程切换的功能,避免所有轴的行程参数都要进行设定?
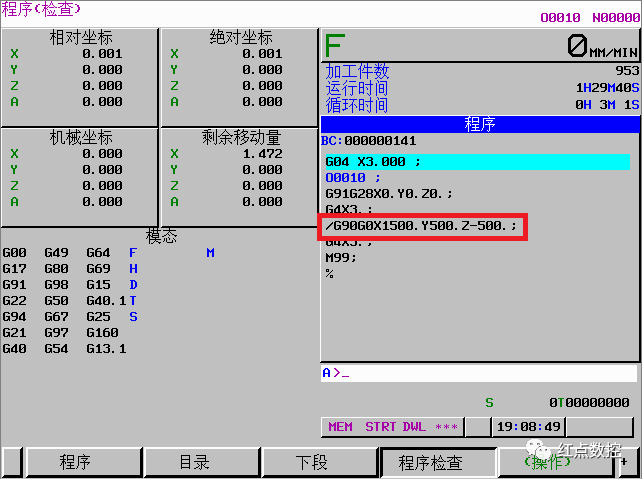
仍以刀盘式加工中心换刀为例,Z轴换刀点坐标为450.0;参数1320设置Z轴正方向行程为2.0;在进行自动换刀时,系统仅需对Z轴正向行程进行变更,其余轴行程无需变动;

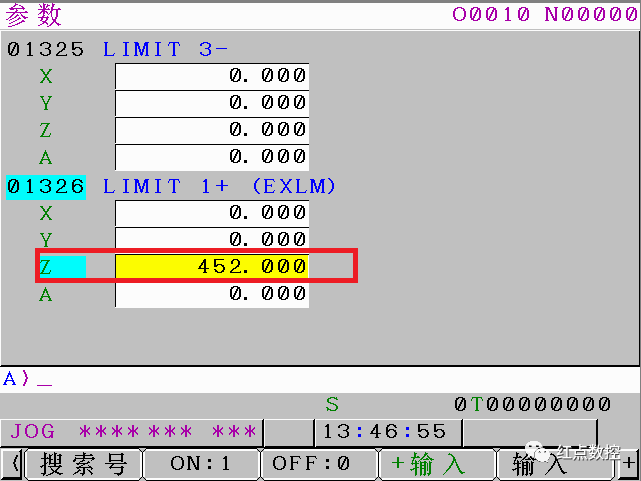
此时可以使用系统不同轴向的存储行程切换信号来实现单一轴某一轴向的行程切换,正方向行程切换信号各轴(1~5轴)对应信号为G104.0~G104.4(+EXL1~+EXL5),负方向行程切换信号各轴(1~5轴)对应信号为G105.0~G105.4(-EXL1~-EXL5),当某一方向对应的信号导通时,对应轴向的行程参数1320、1321切换到1326、1327。
如本文中触发Z轴正方向行程切换信号G104.2,则Z轴正方向行程限位由参数1320切换至1326,其余轴向不变。
此时就可以移动Z轴至换刀位置。
在系统执行自动换刀程序时,触发Z轴正向行程切换信号G104.2,Z轴可以移动至换刀位置,换刀结束后,Z轴回到原点位置,系统解除Z轴正向行程切换信号G104.2,实现自动换刀时行程切换。
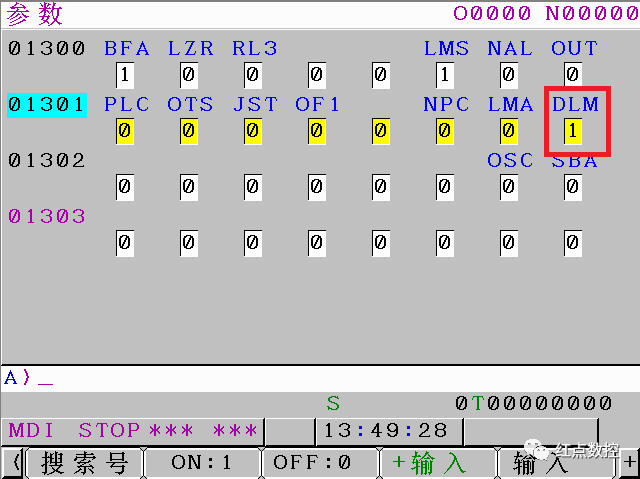
如需使用不同轴向行程切换功能,需要设定参数1301#0(DLM)为1,打开此功能后,存储行程切换信号G7.6将成为无效。
此功能与存储行程切换信号G7.6的功能相同,都是需要配合参数设定实现功能效果,不论使用哪种方式,都需要合理设定行程参数。