FANUC 增加一个M代码时应该注意哪些内容
增加M代码
数控设备追加某一功能需要追加M代码控制时,一般情况下可以使用设备预留的M代码,但有时需要修改设备PMC梯形图追加一组新的M代码进行控制,如常用的夹具夹紧/放松控制,气密检测控制等功能,那么如何在PMC程序中追加一组新的M代码控制程序呢?在增加M代码时有哪些需要注意的事项呢?
当需要追加一组新的M代码时,首先需要确认PMC程序中已经使用了哪些M代码,哪些M代码指令是未使用的,找出未使用的M代码指令。因为追加M代码相关控制程序,修改内容较多,建议将PMC程序拷贝出来后,使用LADDER III软件进行修改,那么如何确定哪些M代码已经使用了呢?
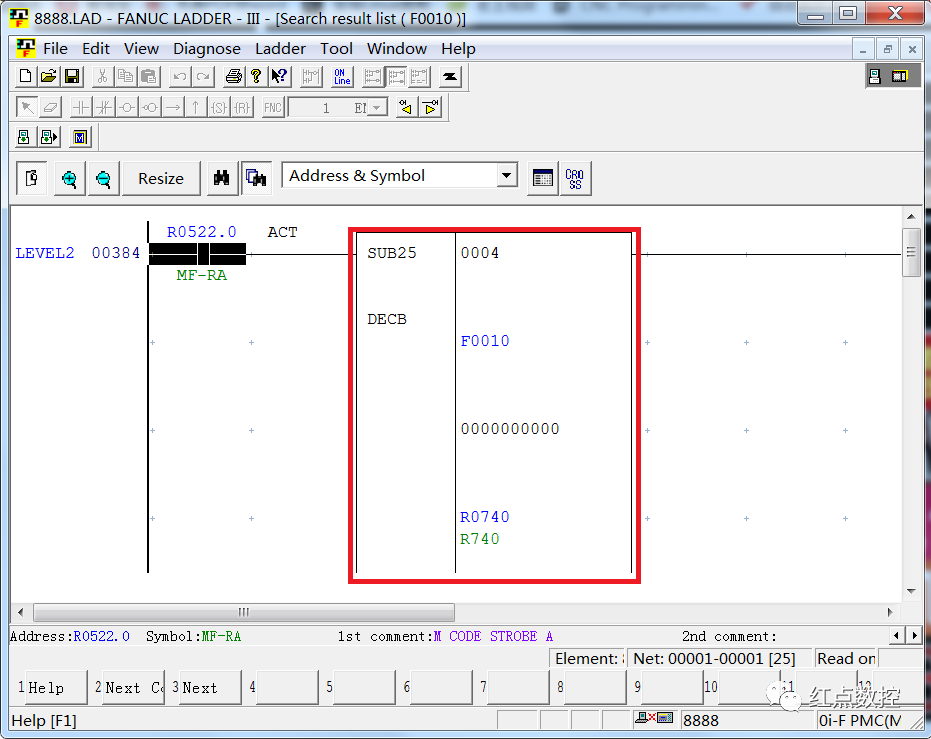
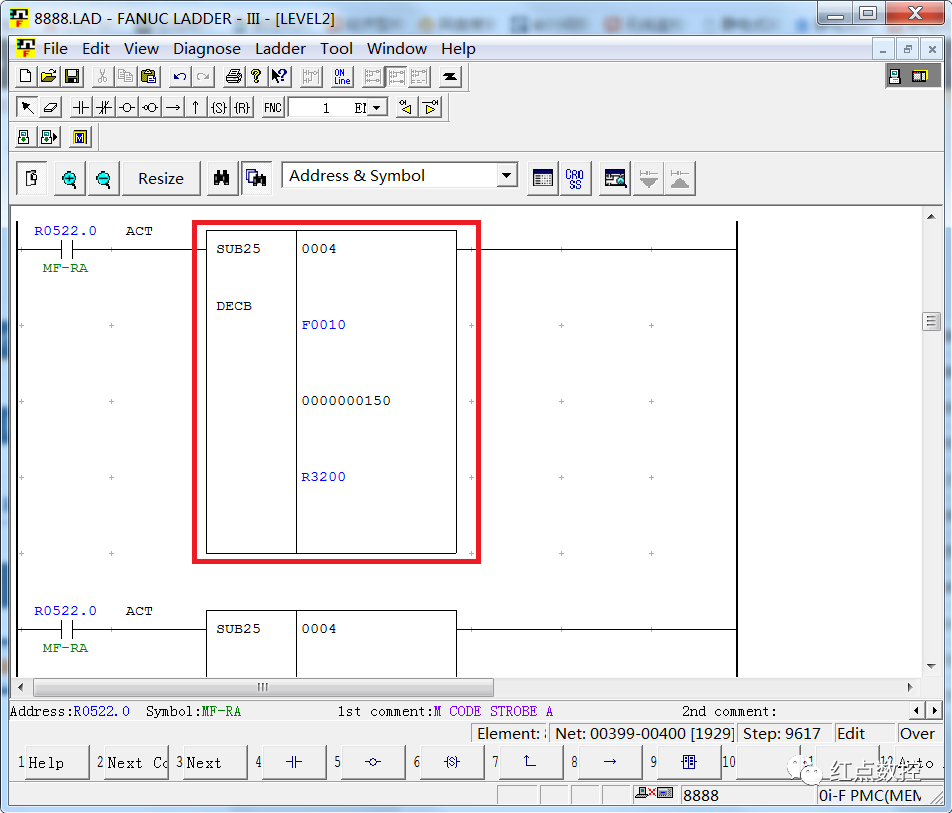
确认当前梯形图使用的M代码译码方式,直接搜索M代码源地址F10,如下图梯形图采用DECB译码功能指令进行译码处理,使用LADDER III软件搜索F10,使所有有关F10的程序段集中进行显示,然后依次查看所有的DECB译码功能指令,确定未使用的M代码。
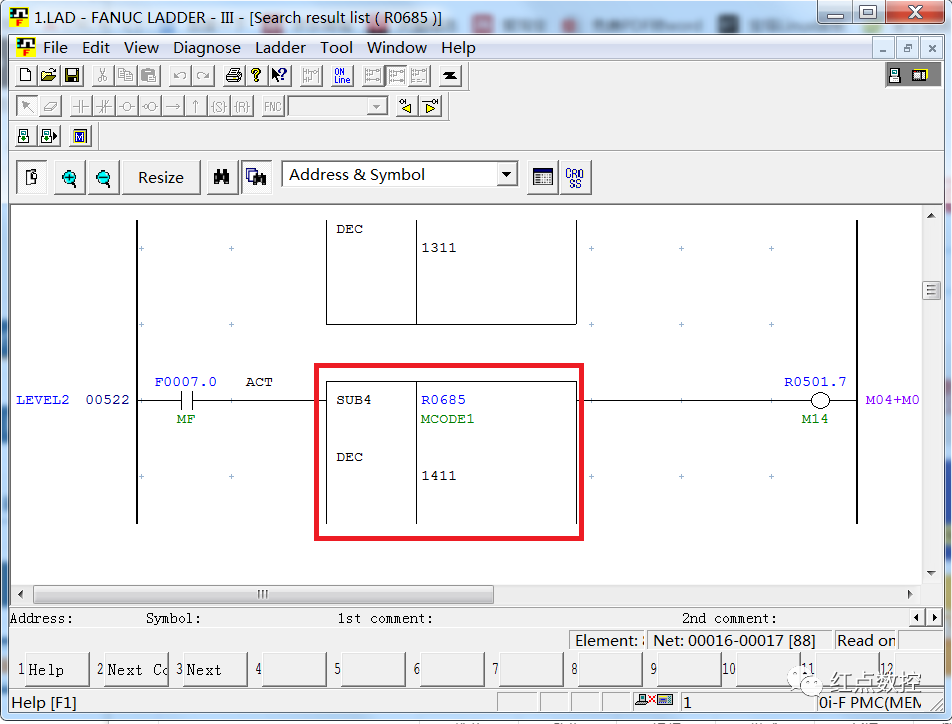
在有些梯形图程序中,有时会将F10进行BCD转换成其他地址,然后再使用其他地址进行译码处理,这时就不能直接搜索F10了,如下图,先将F10转换为BCD进制存放在了R685地址中;
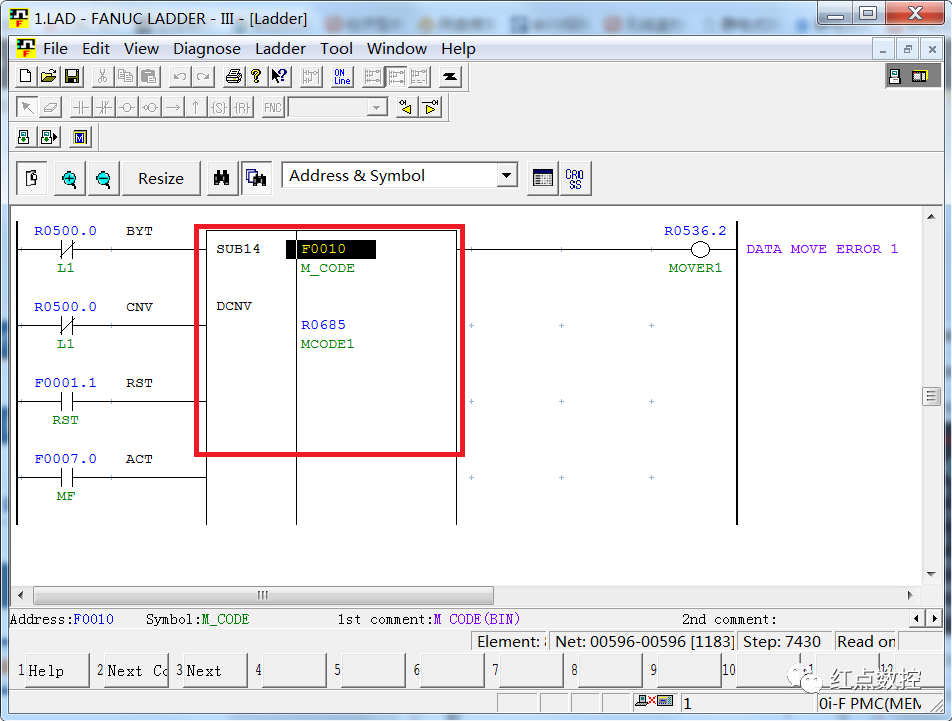
此时直接搜索R685就可以了。
确认出未使用的M代码后,就可以使用梯形图程序中的译码方式添加新的M代码了;如下图添加M150~M157的译码指令,需要注意避免译码后的存储地址冲突,如下图中的R3200,要确保在程序中的其他位置未被使用,可通过软件交互参考以及地址图确认地址是否被使用过。
接下来就是需要编写新追加的M代码相关程序段了,此时需要注意的也是避免新追加的地址冲突,尽量使用空余未使用的地址。
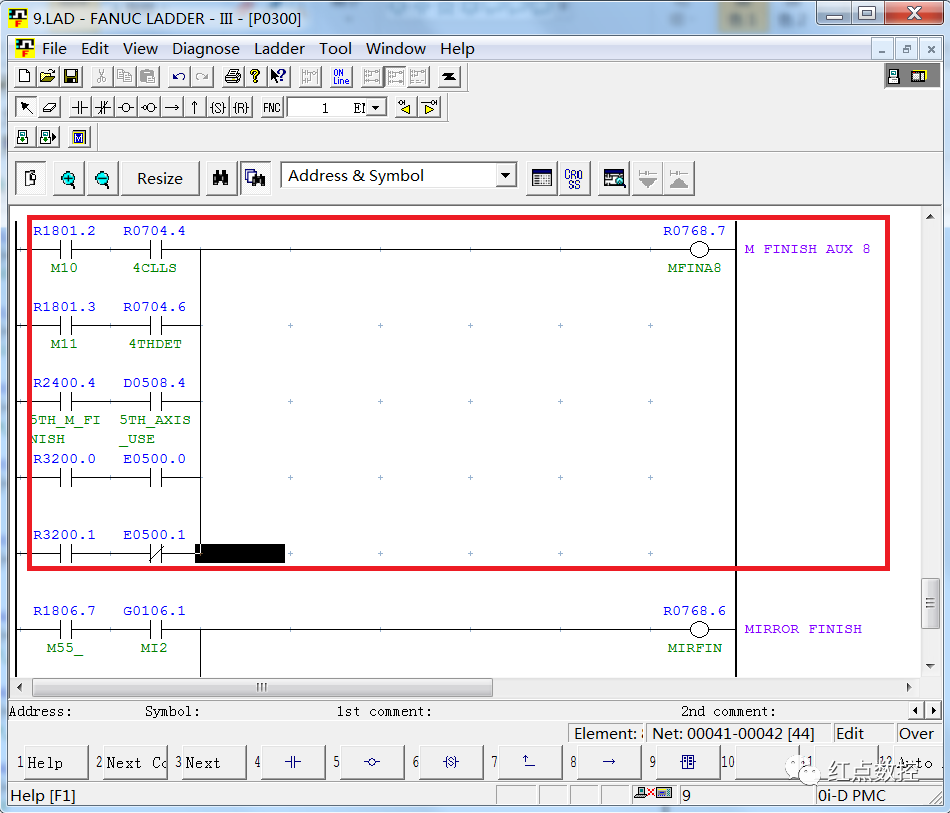
完成上述步骤后,还需要编辑M代码的完成条件,在梯形图中搜索辅助功能完成信号G4.3,从中找到与M代码相关的完成条件,再把新追加的M代码完成条件添加进去,如下图。此时整个添加M代码的动作就已经完成了。