网站公告
本站微信技术交流群已开启,欢迎各位朋友加入,一起交流探讨,扫描网站下方微信二维码,添加博主微信,发送消息“进群”,即可由博主直接拉入技术交流群。
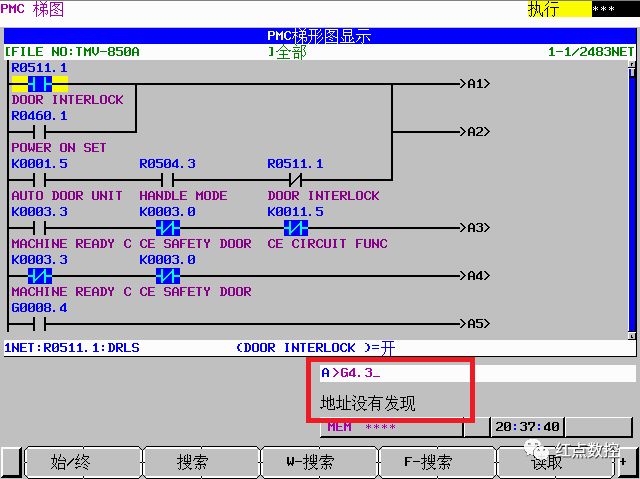
FANUC 为什么有的PMC里没有辅助功能完成信号G4.3
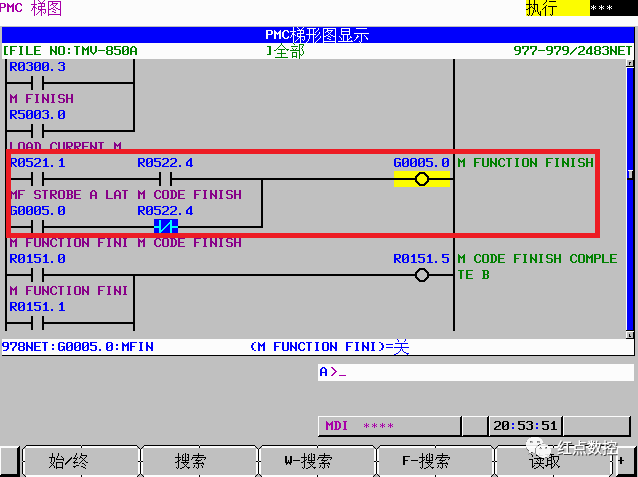
高速辅助完成信号G5.0
在FANUC数控系统中,M代码功能的实现是通过PMC程序进行控制的,所以当增加一个新的M代码时,需要对应修改PMC程序。在PMC程序中一个完整的M代码程序可分为三部分:M代码的译码处理(M代码源地址F10~F13)、控制程序编写以及M代码完成信号处理。若编写完成M代码后未触发辅助功能完成信号G4.3,则会出现M代码一直执行无法完成的情况。
但在有些设备梯形图中,却未使用辅助代码完成信号G4.3,M代码却可以正常执行,这是为什么呢?
这是因为在FANUC系统中,除了常用的辅助功能完成信号G4.3以外,还可以选择另外一种辅助功能高速方式,当选择高速方式后,M代码辅助功能完成信号就变为了G5.0。那么如何将辅助功能信号切换为高速方式呢?
直接将系统参数3001#7(MHI)更改为1就可以实现将辅助功能信号切换为高速方式了。
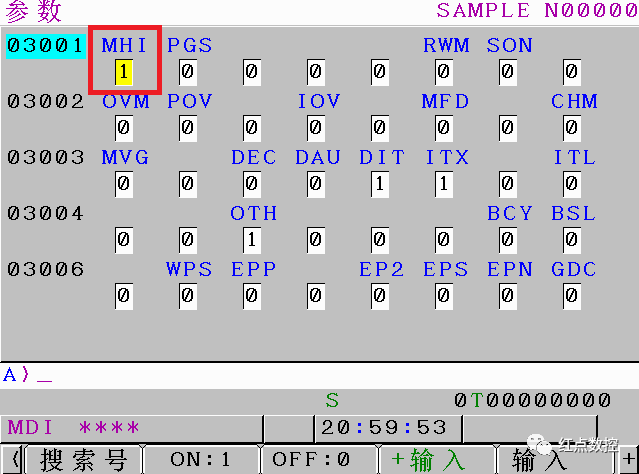
当编辑M代码相关程序搜索不到G4.3时,可以按照本文介绍搜索下G5.0。若正常设备M代码突然执行不结束,除了排查PMC程序中相关的逻辑是否满足外,还应特别注意是否参数有所变动。
声明:本站所有文章,如无特殊说明或标注,均为本站原创发布。任何个人或组织,在未征得本站同意时,禁止复制、盗用、采集、发布本站内容到任何网站、书籍等各类媒体平台。如若本站内容侵犯了原著者的合法权益,可联系我们进行处理。