网站公告
本站微信技术交流群已开启,欢迎各位朋友加入,一起交流探讨,扫描网站下方微信二维码,添加博主微信,发送消息“进群”,即可由博主直接拉入技术交流群。
FANUC 同时出现多个PMC报警的处理方法
PMC报警信息
当设备换刀出现故障时,往往会出现一大堆PMC报警信息,那么当设备出现一堆报警信息时,如何从中找到最有用的报警信息进行故障分析呢?
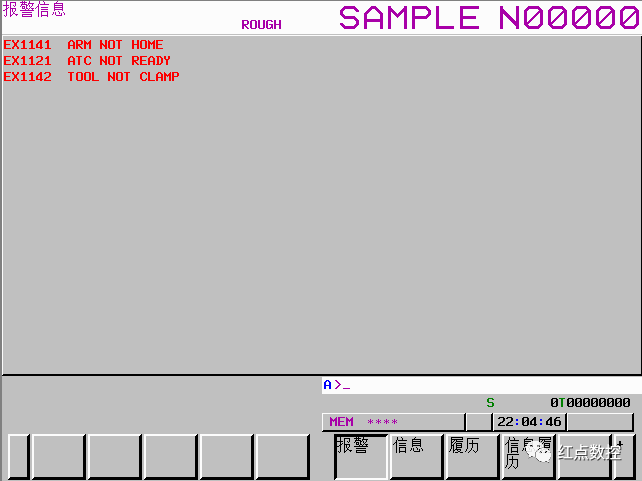
当一次性出现多个报警时,我们需要首先找出最先报警的信息是哪一个,在报警界面中,报警信息按照报警的先后顺序会依次排列,最先报警的信息排列在最下方,最后报警的信息排列在最上方;如图中报警信息,最先出现的是1142报警,然后出现的是1121报警,最后出现的是1141报警。
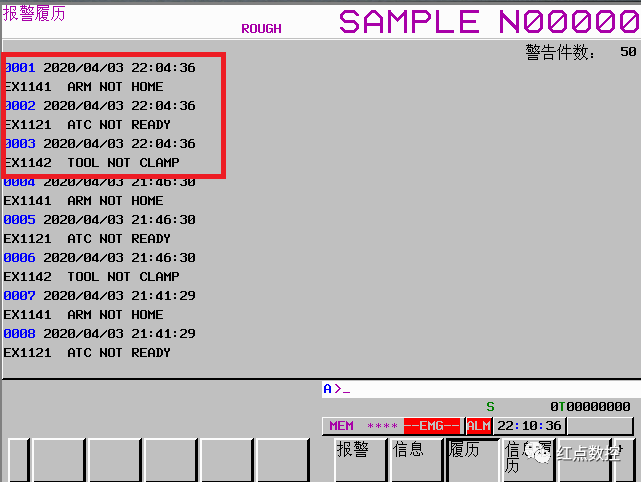
也可以在报警信息履历中进行查询,在报警履历画面中,系统会按照报警的先后顺序,依次为报警信息进行编号,编号为1的报警,为最新报警,依次类推。
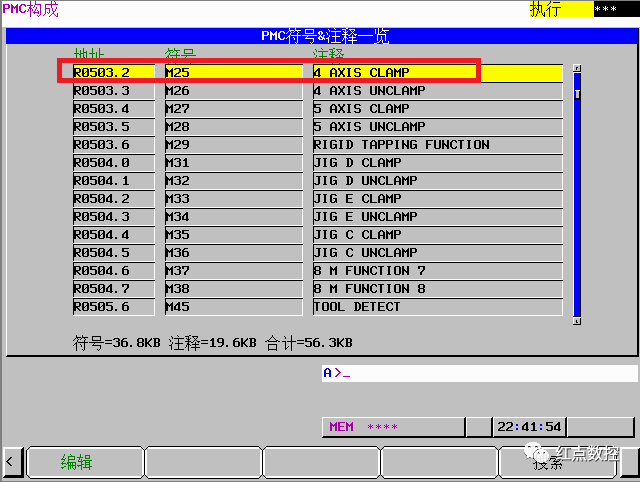
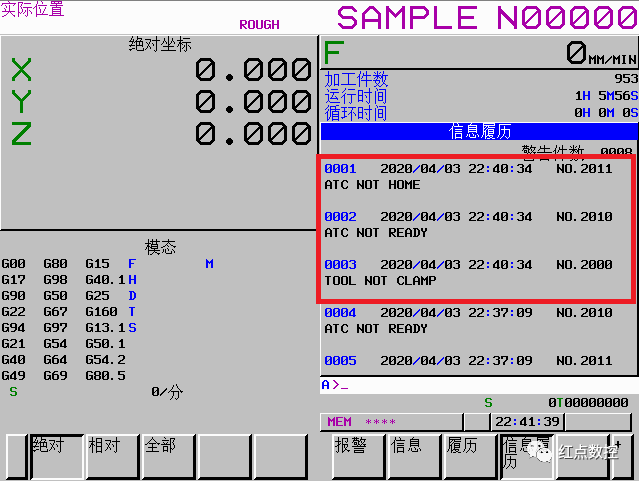
也有一些厂家很少使用PMC报警信息,而是使用操作信息显示,当设备发生报警时,会在操作信息中进行信息提示,通过PMC的编写,达到与报警相同的功能。
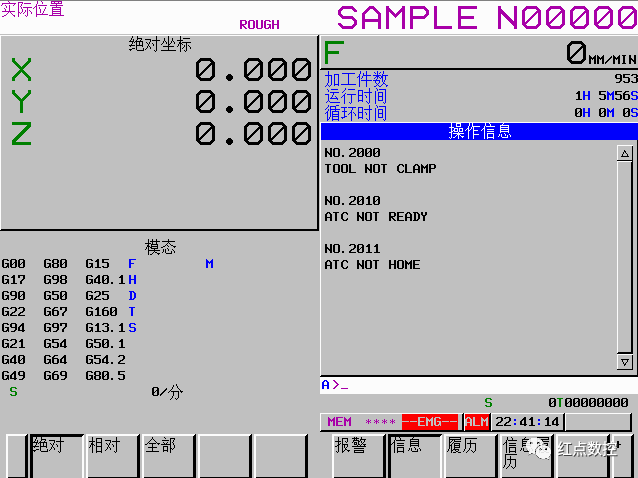
但是在操作信息画面中,显示信息的先后顺序与报警画面有些差异;在操作信息画面中,最早的信息会显示在最上方第一位,然后依次排列,最新信息则会显示在最下方。
在信息履历画面可以查看信息出现的先后顺序,信息履历显示规律与报警履历相同。
则本例中换刀报警时,主要报警原因为“1142 TOOL NOT CLAMP”刀具未夹紧,而“1121 ATC NOT READY”ATC未准备完成,“1141 ATC NOT HOME”ATC未在原点为换刀未完成、刀臂不在正确位置时的报警,因此要处理此故障,需要从“1142”报警入手。
本文举例的多报警信息的现象在维修设备时很常见,简述下基本的处理思路,供初学者参考!
声明:本站所有文章,如无特殊说明或标注,均为本站原创发布。任何个人或组织,在未征得本站同意时,禁止复制、盗用、采集、发布本站内容到任何网站、书籍等各类媒体平台。如若本站内容侵犯了原著者的合法权益,可联系我们进行处理。