FANUC 如何快速编写一个最简单的M代码
在小编之前的文章FANUC 如何使用宏变量“#1100”实现简单控制中介绍了如何使用宏变量#1100配合简单修改PMC程序,实现简单功能控制的方法。因为编写一个完整的M代码程序不仅包括译码指令、程序编写还有M代码完成等多个部分,对于PMC入门的新手朋友来说,确实比较困难。
最近有小伙伴反馈说,已经使用这个方式实现了几台设备的治具冲水控制、治具吹气控制,很简单,效果也不错。但是现在有一个问题:程序虽然可以实现功能的自动控制,但是由于使用的是宏变量实现的,现场技术人员对于宏变量又不熟系,时间一长,会忘记这个宏变量的作用,经常会误删掉这个程序段,还有使用新程序时,也总是忘记添加这个宏变量,没有M代码使用方便。自己并不会使用PMC编写完整的M代码,问有没有简单一点的方法。
其实这个也比较简单,我们可以在此基础之上稍微做下封装就可以实现M代码控制了。
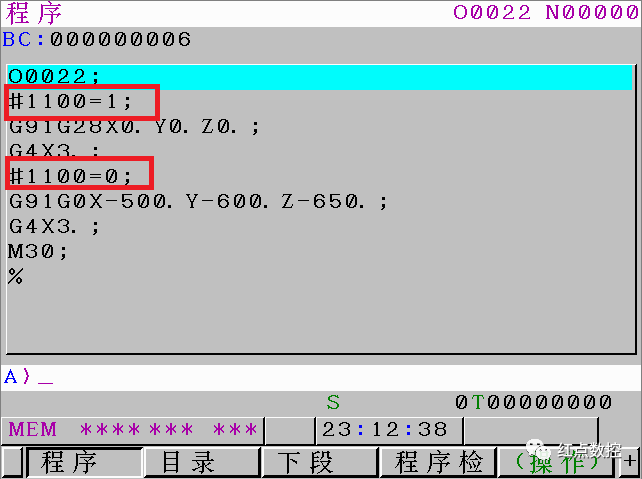
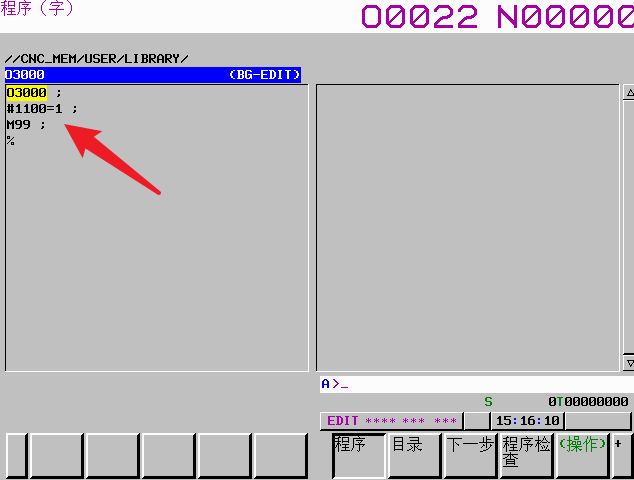
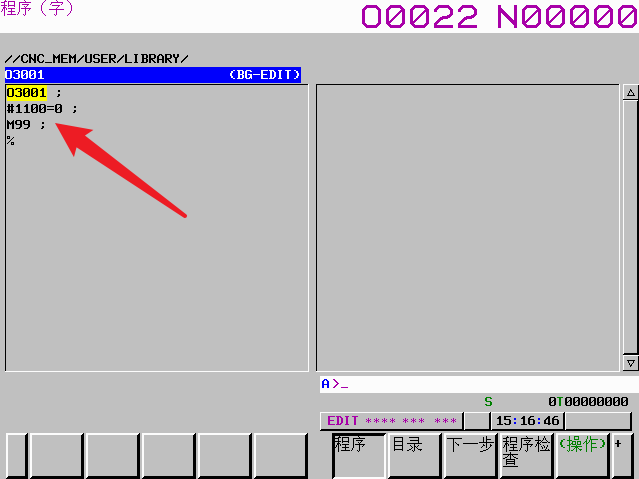
首先我们在程序中找到一段未被使用的连续的程序,如程序O3000-O3009未使用,然后我们新建一个新程序O3000,将程序中的宏变量程序段“#1100=1;”放入到O3000中;
我们按照同样的方式,再将“#1100=0;”放入程序O3001中;
编写完成后,接下来我们就要设定M代码子程序调用的参数了,一般来说O9000以上的子程序属于厂家定义的,我们不要轻易使用与更改,我们使用另外一种M代码调用方式;
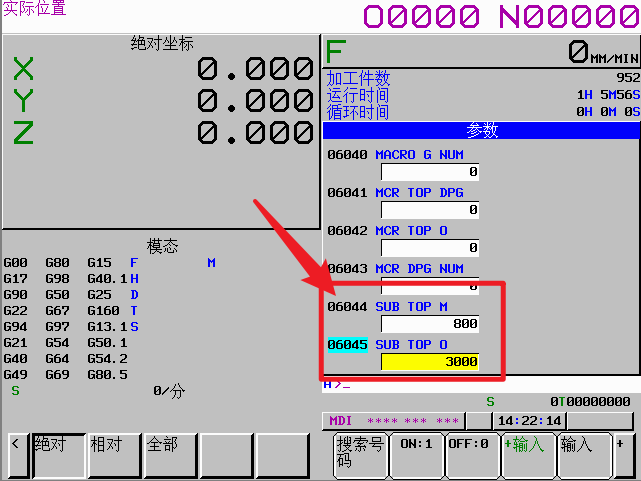
我们在参数P6044中设定调用子程序的起始M代码,下图中设定为800,在参数P6045中设定起始子程序号码,下图中设定为3000;
在参数P6046中设定连续调用的M代码个数,下图中设定为10;
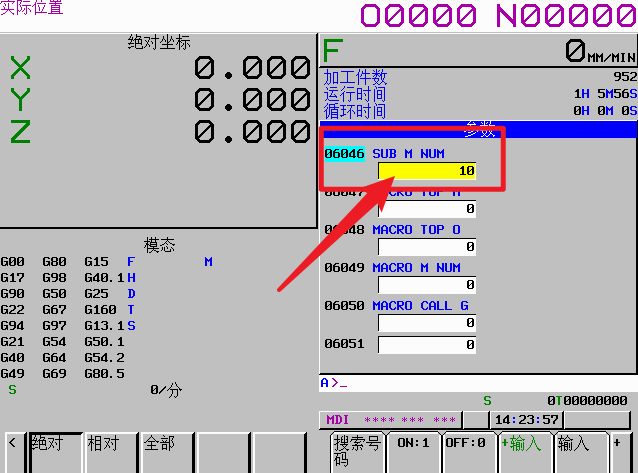
以上参数的含义是连续设定了10个子程序调用M代码,其中M800用于调用子程序O3000,M801调用O3001,依次类推,M809调用O3009,共10个M代码。
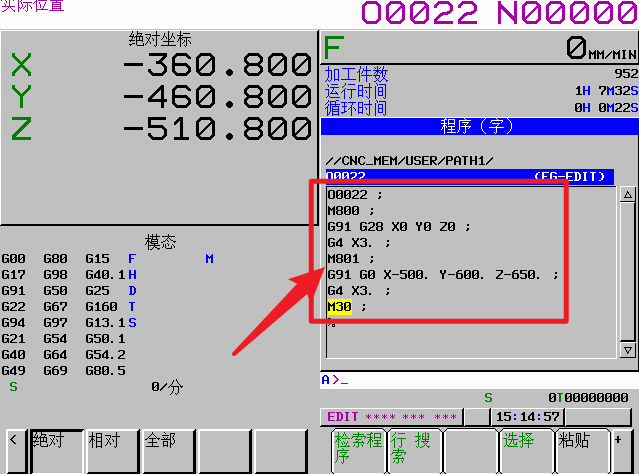
这时我们再将原程序的宏变量替换成M代码,M800与M801就可以了;