
FANUC 系统自带的工件计数功能该如何使用
工件计数功能
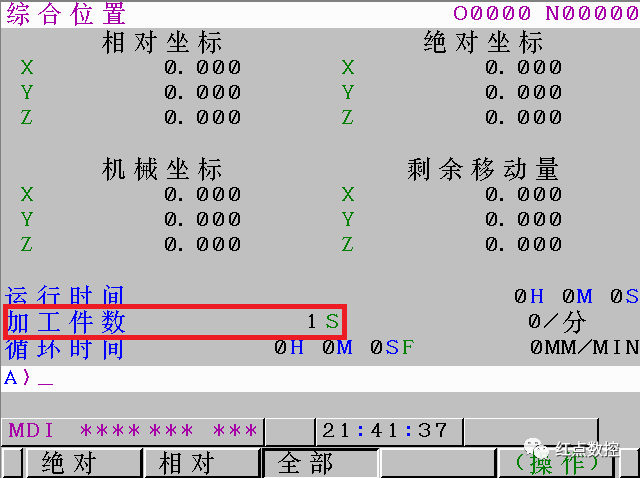
在FANUC系统中自带工件加工计数功能,当前加工工件数量显示在画面中方便查看,那么系统自带的工件计数功能该如何使用呢?
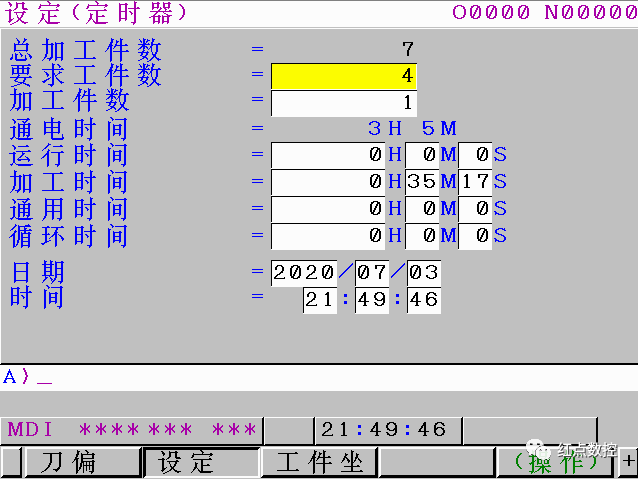
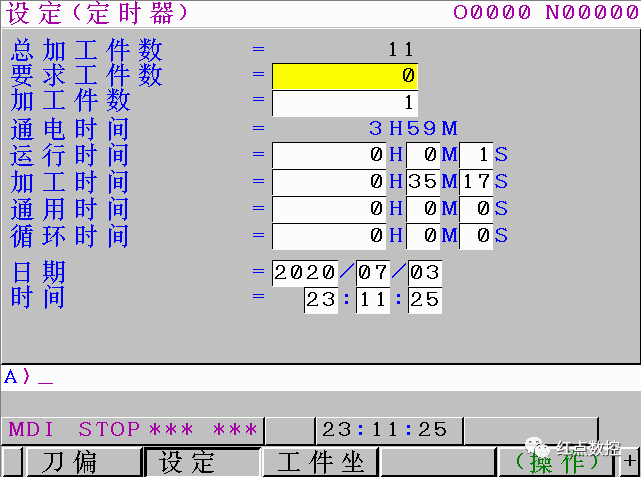
首先在系统设定画面中,设定需要目标计数数量,如下图,如需计数4次,则在“要求工件数”中设定“4”即可;
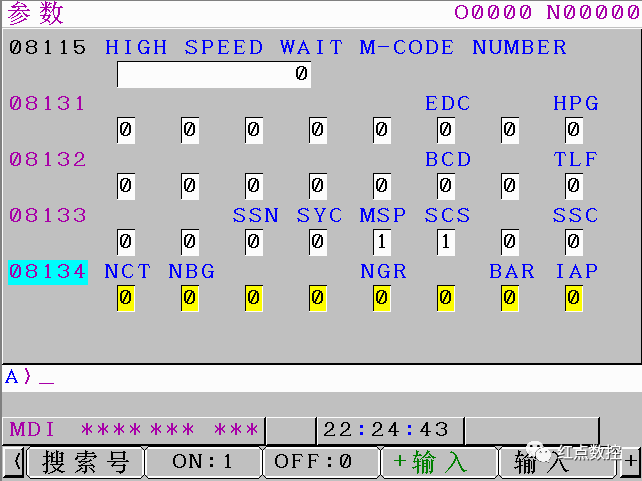
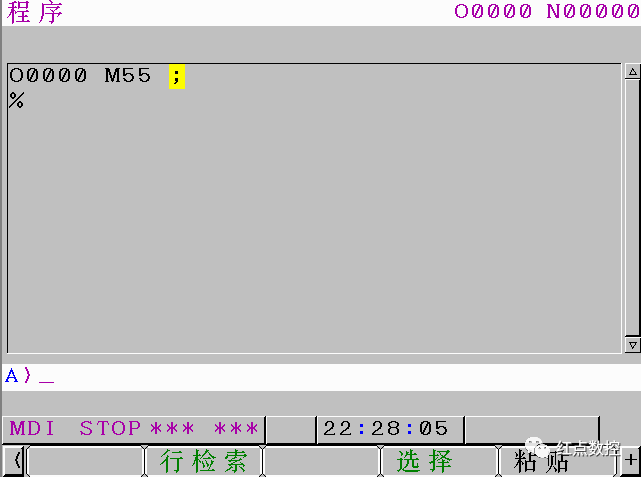
确认画面中是否显示“加工件数”,如本文第一张画面所示,如没有显示,则需要将参数8134#7更改为0,打开工件计数显示功能,工件计数功能有效;
当设备执行加工程序时,程序除了执行到M02、M30时进行工件计数外,还可以自定义M代码用于工件计数,在参数6710中设定工件计数M代码,如下图设定55,当程序中执行到M55时,工件计数+1(此代码可根据自己习惯定义,尽量避免使用一些系统默认的M代码指令);
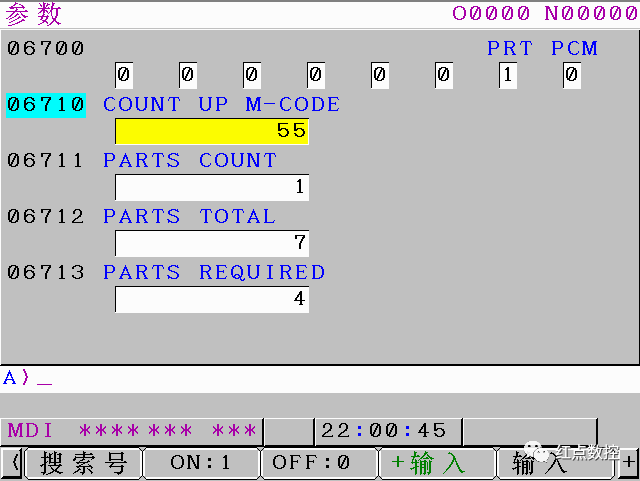
系统默认程序执行到M02、M30及自定义M代码(如本文M55)自动执行工件加工计数+1,如果仅需要自定义M代码(如本文M55)执行工件计数时,直接设定参数6700#0为1;设定后程序仅执行自定义M代码才会计数,执行M02、M30时不再计数;

完成以上设置后,当程序执行自定义M代码(如M55)时,执行工件计数;
当工件计数到达设定工件数时,系统自动发出工件计数到达信号F62.7到PMC,在PMC中可以使用F62.7信号触发PMC报警;
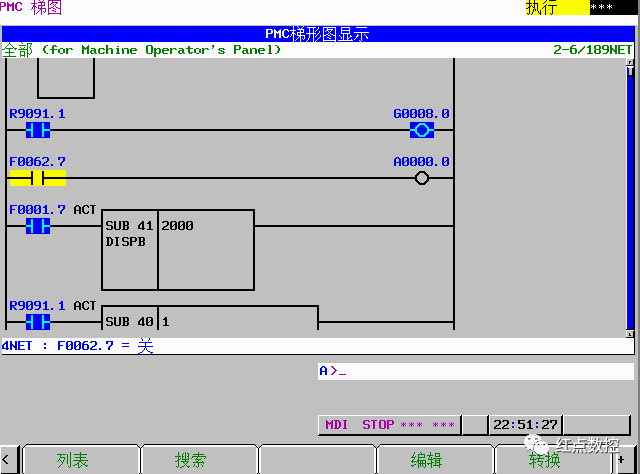
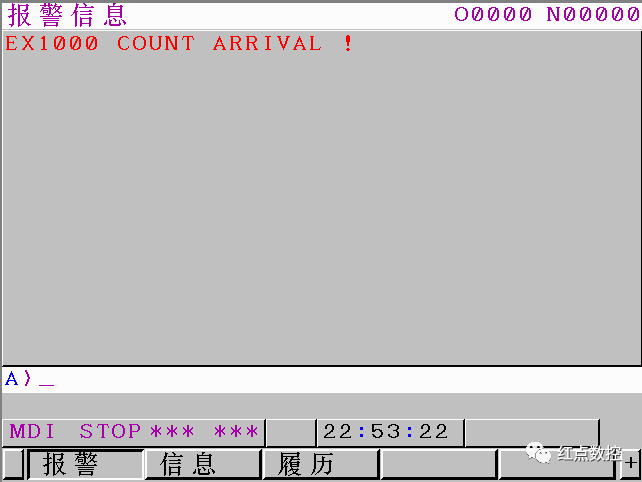
工件计数数量到达后,系统触发PMC报警信息,提示操作者加工工件计数数量已到达,如下图(举例);
此时可以通过复位键复位工件计数到达信号F62.7,若不想通过复位信号复位F62.7,则需要将参数6700#1设定为1;

若此时需要取消F62.7信号,就需要在系统设定画面中,将“加工件数”数量进行修改即可,使加工件数数量 < 要求加工件数即可,建议将加工工件数直接清零;
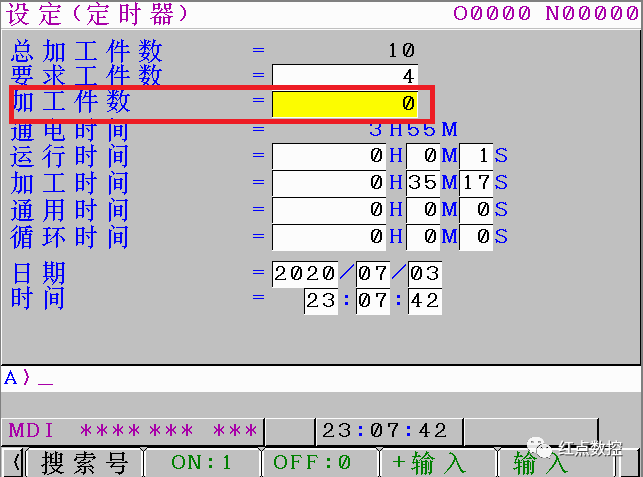
若将要求加工工件数量设定为0时,则系统默认设定工件数量为无穷大,虽然仍会进行加工件数计数,但并不会触发工件计数到达信号F62.7,需注意!
以上就是系统自带加工工件计数功能的使用方法,使用时可参考本文进行设定。



